
Presenter Status
Professor
Preferred Session
Oral Session
Start Date
4-11-2016 3:30 PM
End Date
4-11-2016 3:45 PM
Presentation Abstract
A major cost in the fabrication of test sockets is the interposer, an interface layer that reroutes one connection to another. The interposer must have high resistivity with low loss, a smooth surface finish, high strength, resistance to chemicals involved in the process, and be extremely thin. Currently, the most common materials used for interposer are plastics, such as Torlon, Semitron, and PEEK. While these satisfy the requirements for test sockets, they do not perform well under higher ambient temperatures. Finding a less expensive, alternative material would be preferable.
In this study, anodized aluminum samples were subjected to repeat thermal cycling between 22°C -150°C for over 10,000 cycles. At certain intervals, 2000, 5000, 7500 and 10,000 cycles, the surface of the anodized aluminum samples were examined for tears or cracks that may result due to the differences in the thermal expansion rates between the aluminum matrix and the oxide layers. Results showed no critical defects that would compromise the oxide layer, and therefore reduce resistivity and its viability as an alternative interposer material.
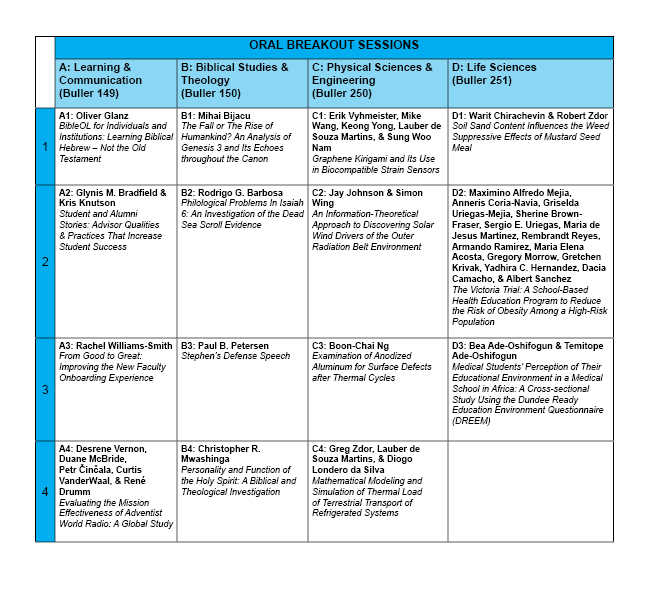
C-3 Examination of Anodized Aluminum for Surface Defects after Thermal Cycles
A major cost in the fabrication of test sockets is the interposer, an interface layer that reroutes one connection to another. The interposer must have high resistivity with low loss, a smooth surface finish, high strength, resistance to chemicals involved in the process, and be extremely thin. Currently, the most common materials used for interposer are plastics, such as Torlon, Semitron, and PEEK. While these satisfy the requirements for test sockets, they do not perform well under higher ambient temperatures. Finding a less expensive, alternative material would be preferable.
In this study, anodized aluminum samples were subjected to repeat thermal cycling between 22°C -150°C for over 10,000 cycles. At certain intervals, 2000, 5000, 7500 and 10,000 cycles, the surface of the anodized aluminum samples were examined for tears or cracks that may result due to the differences in the thermal expansion rates between the aluminum matrix and the oxide layers. Results showed no critical defects that would compromise the oxide layer, and therefore reduce resistivity and its viability as an alternative interposer material.
Acknowledgments
This project is funded by the Andrews University Internal Faculty Research Grant. Aluminum Samples were donated by BeCe Corporation.